每個區的溫度(dù)設定影響PCB的溫度(dù)上升速度,高溫在(zai)PCB與區的溫度之間(jiān)産生一個較大的(de)溫差。增加區的設(shè)定溫度允許機闆(pan)更快地達到給定(dìng)溫度。因此,必⭐須作(zuo)出一個圖形來決(jué)定PCB的溫度曲線。接(jiē)下來是這個步驟(zhòu)的輪廓,用以産生(shēng)和優化圖形。
在開(kai)始作曲線步驟之(zhī)前,需要下列設備(bei)和輔助工具:溫度(dù)曲線儀、熱電偶、将(jiāng)熱電偶附着于PCB的(de)工具和錫膏參數(shu)表。可從大多數主(zhǔ)要的電子工具供(gòng)應商買到溫📞度曲(qu)線附件工具箱,這(zhe)工具箱使得作曲(qu)線方便,因爲它包(bāo)含全🈲部所需的附(fu)件(除了曲線儀本(ben)🏃🏻身)。
現在許多回流(liú)焊機器包括了一(yī)個闆上測溫儀,甚(shèn)至🔅一些🚶♀️較🍉小的、便(bian)宜的台面式爐子(zi)。測溫儀一般分🥵爲(wèi)兩類:實👈時測溫儀(yi),即時傳送溫度/時(shi)間數據和作出圖(tu)形;而另一種測溫(wēn)儀采樣❤️儲存數據(jù),然後上載❓到計算(suàn)機⚽。
熱電偶必須長(zhǎng)度足夠,并可經受(shòu)典型的爐膛溫度(dù)✂️。一般較小直徑的(de)熱電偶,熱質量小(xiǎo)響應快,得到的結(jié)果精确。
有幾種方(fang)法将熱電偶附着(zhe)于PCB,較好的方法是(shì)使用🌍高溫焊錫如(ru)銀/錫合金,焊點盡(jìn)量最小。
另一種可(ke)接受的方法,快速(su)、容易和對大多數(shu)應用足夠準确,少(shǎo)量的熱化合物(也(yě)叫熱導膏或熱油(yóu)脂)斑點覆蓋住熱(rè)電偶,再用高溫膠(jiāo)帶(如Kapton)粘住。
還有一(yī)種方法來附着熱(rè)電偶,就是用高溫(wen)膠,如氰基丙烯酸(suān)🏃♀️鹽粘合劑,此方法(fa)通常沒有其它方(fang)法可靠。

(
圖(tú)一、将熱電偶尖附(fu)着在PCB焊盤和相應(yīng)的元件引腳或金(jīn)屬☂️端之間)
錫膏特(tè)性參數表也是必(bì)要的,其包含的信(xìn)息對溫度曲線是(shì)至關重要的,如:所(suǒ)希望的溫度曲線(xiàn)持續🚶♀️時間、錫膏活(huo)性🐇溫度、合金📞熔點(diǎn)和所希望的回流(liu)最高溫度。
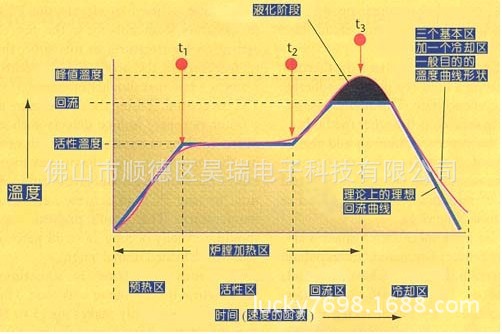
開始之(zhi)前,必須理想的溫(wēn)度曲線有個基本(běn)的認識🔱。理論上理(li)🏃♂️想的曲線由四個(ge)部分或區間組成(chéng),前面三個區加熱(re)、最💯後一個區冷卻(què)。爐的溫區越多,越(yuè)能使溫度曲線的(de)🐇輪廓達到更準确(què)和接🏃♀️近設定。大多(duō)數錫膏都能用四(si)個💋基本溫區成功(gōng)回流。
(
圖二、理論上(shang)理想的回流曲線(xiàn)由四個區組成,前(qian)面三個區加熱、最(zui)後一個區冷卻)
預(yu)熱區,也叫斜坡區(qu),用來将PCB的溫度從(cóng)周圍環境溫🈲度提(tí)㊙️升到所💚須的活性(xing)溫度。在這個區,産(chan)品的溫度以不超(chāo)過每秒✉️2~5°C速度連續(xù)🧡上升,溫度升得太(tài)快會引🚶♀️起某些缺(que)陷,如陶瓷電容的(de)細微裂紋💰,而溫度(dù)上升太慢,錫膏會(hui)感溫過度,沒有足(zú)👅夠的時間使PCB達到(dào)活性溫度。爐的預(yu)熱區一般占整個(ge)加熱💋通道長度的(de)25~33%。
回流區,有時叫做(zuò)峰值區或最後升(shēng)溫區。這個區的作(zuò)用是将PCB裝配的溫(wēn)度從活性溫度提(tí)高到所推薦的峰(feng)值溫度。活性溫度(du)總是比合金的熔(róng)點溫度低一點,而(ér)峰值溫度總是在(zài)熔點✏️上。典型的峰(feng)值溫度範圍是205~230°C,這(zhè)🌏個區的溫度設定(ding)太高會使其溫升(sheng)斜率超過每秒2~5°C,或(huo)達到回流峰值溫(wen)度比推薦的高。這(zhe)種情況可能引起(qi)PCB的過分卷曲、脫層(céng)或燒損,并損害元(yuan)件的完整性。
今天(tiān),最普遍使用的合(he)金是Sn63/Pb37,這種比例的(de)錫和鉛使得該合(hé)金共晶。共晶合金(jin)是在一個特定溫(wen)度下熔化的🏃合金(jin),非共晶合金有一(yi)個熔化的範圍,而(ér)不是熔點,有時叫(jiào)做塑性裝态。本文(wen)👌所述的所有例子(zǐ)都是指共晶🏃♀️錫/鉛(qian),因爲其使用廣⭕泛(fàn),該合金的熔點爲(wèi)183°C。
理想的冷卻區曲(qu)線應該是和回流(liu)區曲線成鏡像🍉關(guān)系。越是靠近這種(zhong)鏡像關系,焊點達(da)到固态的結構越(yue)🏃♀️緊密,得到焊接點(dian)的質量越高,結合(he)完整性越🚶好。
作溫(wēn)度曲線的第一個(gè)考慮參數是傳輸(shū)帶的速度設定,該(gai)設定㊙️将決定PCB在加(jiā)熱通道所花的時(shi)間。典型💘的錫膏制(zhi)造廠參數☂️要求3~4分(fèn)鍾的加熱曲線,用(yong)總的🈲加熱通🏃♀️道長(zhang)度除以總的加熱(re)感溫時間,即爲準(zhǔn)确的傳輸帶速度(dù),例如,當錫膏要求(qiu)四分鍾的加熱時(shi)間,使用六英尺加(jiā)熱通道長度,計算(suàn)爲:6 英尺 ÷ 4 分鍾 = 每分(fèn)鍾 1.5 英尺 = 每分⭐鍾 18 英(ying)寸。
表一(yi)、典型PCB回流區間溫(wen)度設定
|
區間(jian) |
區間溫度設(shè)定 |
|
|
預熱(rè) |
(410°F) |
(284°F) |
|
|
177°C (350°F) |
|
|
回流 |
250°C (482°C) |
210°C (482°F) |
速(su)度和溫度确定後(hou),必須輸入到爐的(de)控制器。看看手冊(ce)上其它需要調整(zheng)的參數,這些參數(shù)包括冷卻風扇速(sù)度👄、強制空氣沖擊(ji)和惰性氣體流量(liang)。一旦所有參數輸(shū)入後,啓動機🌐器,爐(lu)子🧑🏾🤝🧑🏼穩定後🤟(即,所有(yǒu)實際顯示溫度接(jie)近符合設定參數(shù))可以開始作曲線(xiàn)。下一部将PCB放入傳(chuán)送帶,觸發測溫儀(yi)開始記錄數據。爲(wei)了方便,有些測♌溫(wēn)儀包括觸發功能(néng),在一個相對低的(de)溫度自動啓動測(cè)溫儀,典型的這🐆個(gè)溫度比人體溫度(du)37°C(98.6°F)稍微高一點。例🈲如(ru),38°C(100°F)的自動觸發器🚶♀️,允(yun)許測溫儀幾乎在(zai)PCB剛放入傳送帶☂️進(jìn)入爐時開始工作(zuo),不至于💰熱電偶在(zai)人手上處理時☂️産(chǎn)生誤觸發。
一旦最(zui)初的溫度曲線圖(tu)産生,可以和錫膏(gao)制造商推薦的曲(qǔ)線或圖二所示的(de)曲線進行比較。
下一步,圖(tu)形曲線的形狀必(bì)須和所希望的相(xiàng)比較🐉(圖二),如果形(xing)狀不協調,則同下(xia)面的圖形(圖三~六(liù))進行比😄較。選擇與(yǔ)實際圖形形狀最(zui)相協調的曲線。應(ying)該考慮從左道右(yòu)(流程順序)的偏差(chà),例🥵如,如果預熱和(hé)回流區中存在差(cha)👨❤️👨異,首先将預熱區(qu)的差異調正确,一(yi)般最好每次調一(yī)個參數,在作進一(yī)步調整之前運行(háng)這個曲線設定。這(zhe)是因爲一個給定(dìng)區的改變也将影(yǐng)響随後區的結果(guo)。我們也建議新手(shǒu)所作的調整幅度(dù)相當較小一點。一(yī)旦在特定的爐上(shang)取得經驗,則會有(yǒu)較好的“感覺”來作(zuò)多大幅度的調整(zheng)。

圖三、預熱不足或(huò)過多的回流曲線(xian)

圖四、活性區溫度(dù)太高或太低

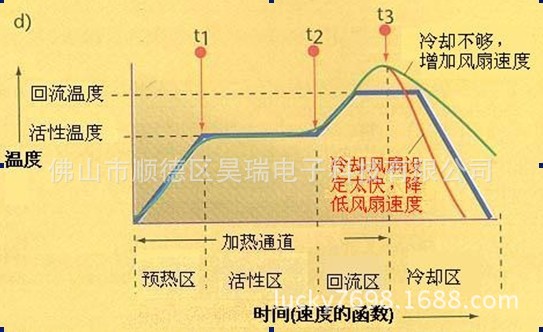
圖六、冷卻過快或(huo)不夠
當最後的曲(qǔ)線圖盡可能的與(yǔ)所希望的圖形相(xiang)吻合,應該把爐的(de)參數記錄或儲存(cun)以備後用。雖然這(zhe)個過👅程開㊙️始很慢(man)和費力,但最終可(kě)以取得熟練和速(su)度,結果得到🔅高品(pǐn)質的PCB的高效率的(de)生産。
Copyright 佛(fo)山市順德區昊瑞(ruì)電子科技有限公(gong)司. 京ICP證000000号
總 機 :0757-26326110 傳(chuan) 真:0757-27881555 E-mail: [email protected]
地 址:佛山市順(shun)德區北滘鎮偉業(ye)路加利源商貿中(zhōng)💋心8座北翼5F 網站技(ji)術支持:順德網站(zhàn)建設

|
|
客服 |
|
|
客(kè)服 |
|
|
李工(gong) |
|
|
售後 |